Unplanned stoppages from the wrong conveyor motor can disrupt schedules, raise downtime, and push maintenance teams into constant firefighting. A small mismatch in motor type or control method often shows up later as belt wear, overheating, or unstable speed.
You manage tight production windows, spare constraints, and pressure to keep lines running. Choosing a motor isn’t about theory for you. It’s about stable throughput, predictable maintenance, and fewer late-shift breakdowns.
In this blog, we’ll explore the main conveyor motor types, where each one fits, the tradeoffs between drive architectures, what to consider during sourcing, how to assess suppliers, and how upgrades or replacements can support better uptime.
Key Takeaways:
Choosing the right conveyor motor minimizes downtime, reduces maintenance issues, and ensures stable production.
Different motor types (AC, gearmotors, DC, servo) suit specific applications, from steady loads to precise positioning.
Drive architecture (distributed vs. central) affects speed control, failure isolation, and spare inventory needs.
Motor control methods, like VFDs or soft starters, impact performance and maintenance predictability.
When sourcing motors, consider application fit, maintenance complexity, and spare availability for better long-term reliability.
5 Key Conveyor Motor Types and Their Best Uses
Conveyor motors support motion, speed control, and load handling across a wide range of plant operations, each offering different service expectations and maintenance demands.
Here is a clear view of how each motor type works in practice and where it fits across production environments:
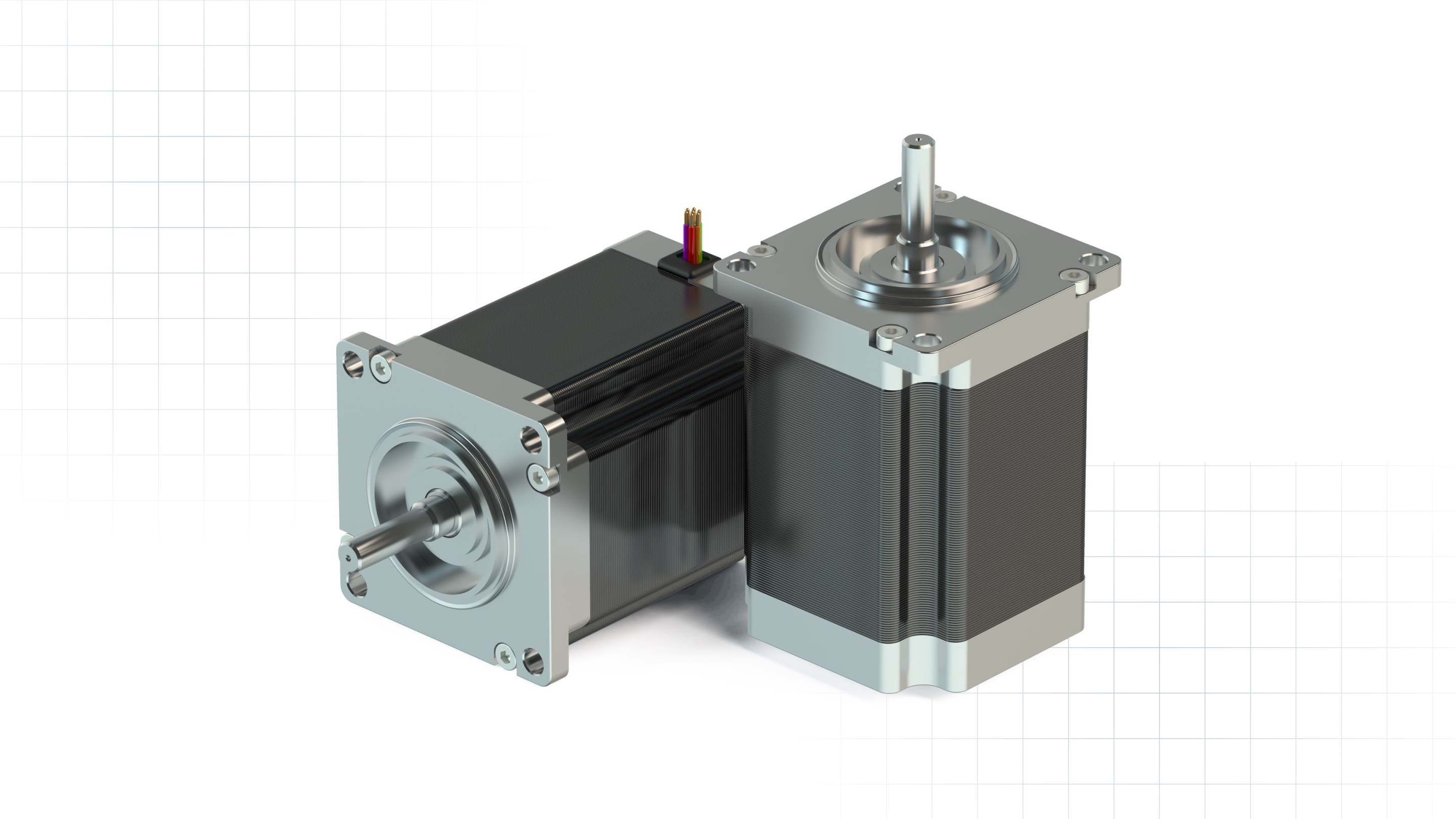
AC Induction & Three-Phase Motors

AC motors remain common across many plants because they handle steady conveyor loads with predictable behavior and simple support requirements throughout the equipment lifecycle.
Here are the key areas to review for AC motors:
Applications
General conveyors with steady loads or predictable speed needs
Bulk handling lines needing long operational hours
Manufacturing zones where service simplicity matters
Packaging or transfer conveyors without frequent speed changes
Operational Outcomes
Steady performance through long production windows
Predictable MTTR due to familiar components and wiring
Stable throughput when speed variation is minimal
Belt slippage can still occur when tensioning practices are inconsistent or outdated
Procurement and Spare Notes
Broad vendor availability supports faster sourcing decisions
Easy compatibility with common gear reducers
Straightforward spare planning supported by wide interchange options
Useful for standardizing motors across multiple lines
Maintenance Notes
Check bearings and cooling paths during routine inspections
Confirm motor alignment during belt or coupling work
Monitor vibration trends to catch early wear patterns
Review belt tension during routine checks to reduce slippage incidents
Gearmotors (Motor + Gear Unit)
Gearmotors combine the motor and gear reducer into one unit, helping plants handle heavier loads in tighter spaces while lowering alignment-related work during installation.
Here are the key areas to review for gearmotors:
Applications
Conveyors needing higher torque with limited space
Food or material handling systems requiring compact packages
Lines driven by slower belt speeds or heavier loads
Applications where alignment simplicity reduces setup time
Operational Outcomes
More consistent torque delivery during long shifts
Shorter MTTR due to fewer coupling points
Better belt tracking on slow and heavy sections
Improved throughput stability on space-restricted layouts
Procurement and Spare Notes
Match ratios and mounting styles to current equipment
Lead times for specialized gear sets can extend longer than typical motor deliveries
Keep replacement seals and bearings on site when possible
Confirm compatibility with your existing motor control setup
Maintenance Notes
Inspect lubrication levels regularly to avoid gear wear
Check for shaft seal leakage during routine rounds
Review mounting bolts for loosening under heavy loads
Track noise changes that may suggest internal wear
DC & Brushless DC (BLDC) Motors
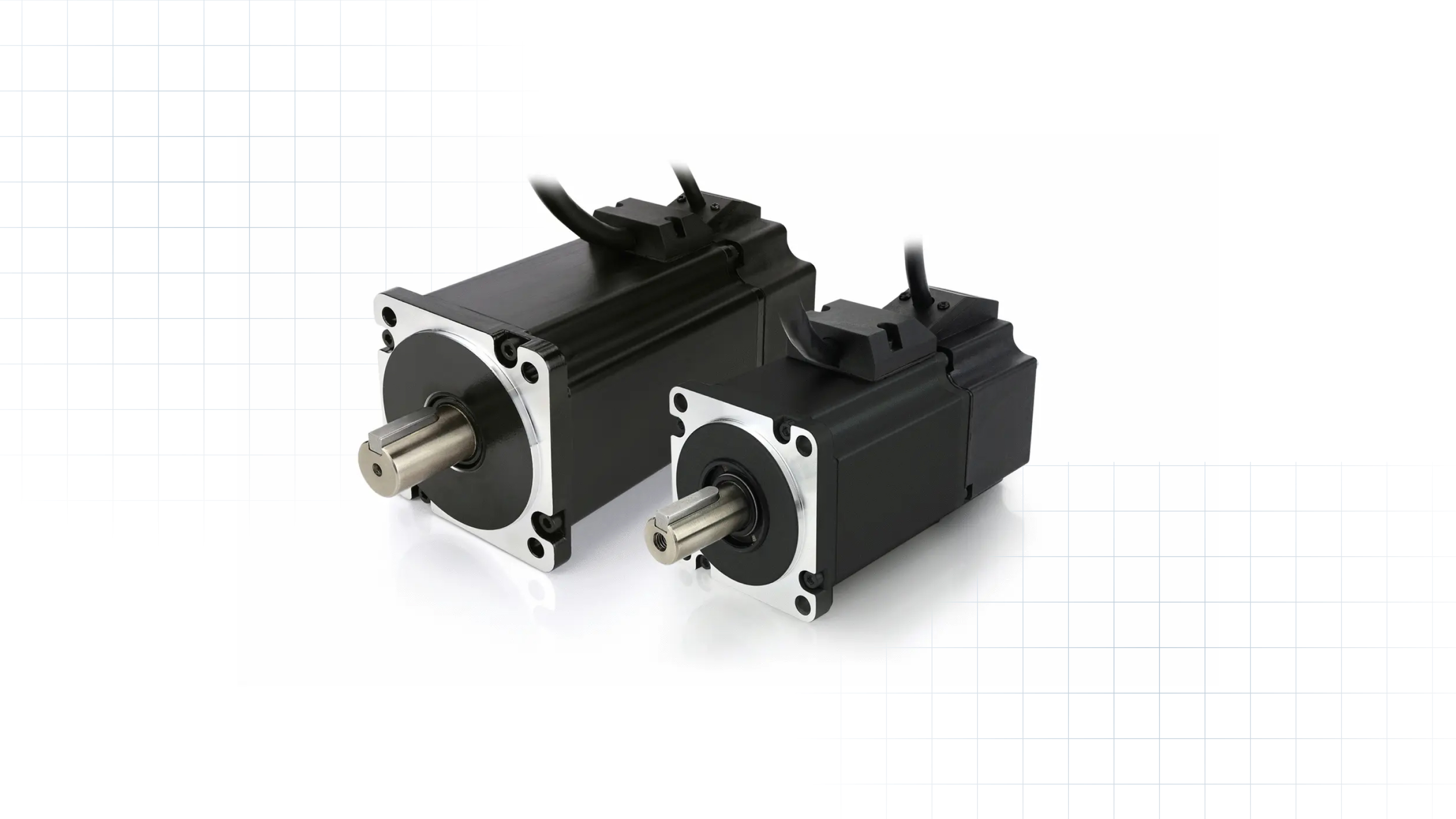
DC and BLDC motors support conveyor zones that need frequent speed adjustments and quicker response during shifting production demands across packaging or sorting tasks.
Here are the key areas to review for DC motors:
Applications
Conveyor zones requiring frequent speed changes
Distributed drive systems used in modular layouts
Light to medium-duty conveyors with variable demand
Packaging, sorting, or accumulation lines needing fast response
Operational Outcomes
Smooth speed adjustment for tighter process control
Stable throughput during frequent speed shifts
BLDC motors reduce electrical noise compared to brushed DC designs
More predictable belt movement in start-stop tasks
Procurement and Spare Notes
Controllers must match motor characteristics and load demands
BLDC motors require compatible electronic controllers for proper performance
Stock both motors and controllers to avoid long downtime
Confirm cable type and connector style for compatibility
Maintenance Notes
Inspect wiring and connectors for stress or wear
Verify controller settings after motor replacement
Monitor temperature changes during heavy cycles
Keep spare brushes for DC motors in active use
Servo & Stepper Motors
Servo and stepper motors support indexing and precision movement tasks, giving production teams repeatable positioning and tighter motion control for quality-critical zones.
Here are the key areas to review for servo and stepper motors:
Applications
Indexing conveyors needing precise stop positions
Sorting or pick-feed systems requiring consistent motion
High-repeatability stations handling light to moderate loads
Automated zones needing accurate synchronization
Operational Outcomes
Tight positional control that supports stable yields
Reduced scrap from repeatable movement patterns
Faster recovery after small stoppages due to clear diagnostics
Performance depends on proper drive tuning and encoder calibration
Procurement and Spare Notes
Confirm controller and drive compatibility before purchase
Review encoder style and cable length requirements
Ensure spare availability for motor, drive, and feedback parts
Assess supplier capability for tuning support when needed
Maintenance Notes
Check encoder signals during periodic inspections
Inspect couplings for play that affects accuracy
Keep electrical connections clean and strain-free
Log alarm codes to track repeat issues over time
Drum Motors & Motorized Rollers
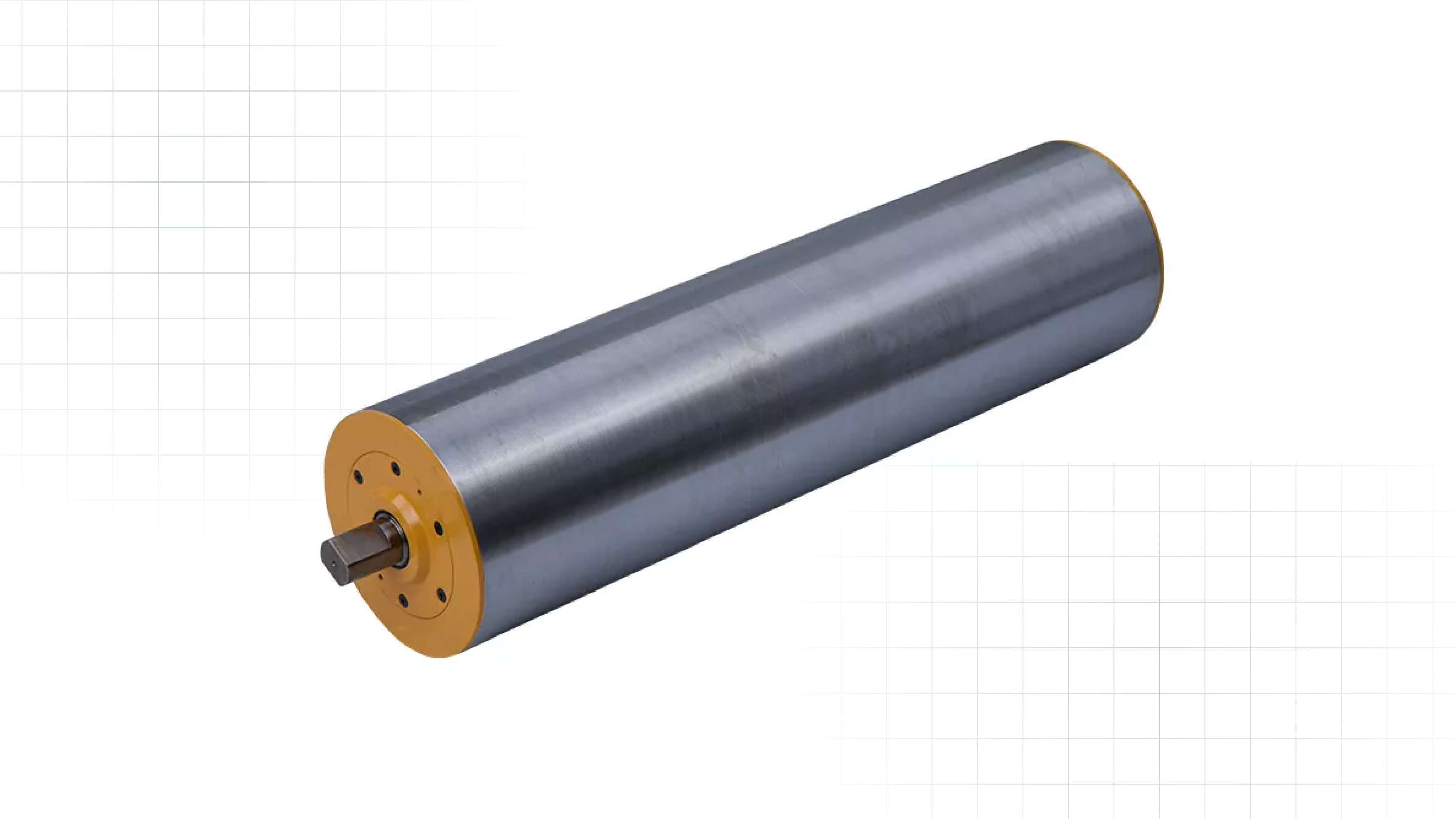
Drum motors and motorized rollers suit hygiene-sensitive or modular conveyor layouts by enclosing moving components and reducing external points needing regular service attention.
Here are the key areas to review for drum motors and motorized rollers:
Applications
Food processing conveyors needing clean operation
Pharma, washdown, or high-hygiene production areas
Zero-pressure accumulation systems with distributed drives
Light to medium carton or tote handling lines
Operational Outcomes
Fewer external parts reduce contamination sources
Shorter maintenance windows due to compact assemblies
Stable belt tracking from built-in drive alignment
Repair options are limited for sealed drum motors, which often require full replacement
Procurement and Spare Notes
Verify availability of matching belt profiles and accessories
Confirm IP rating and washdown suitability for your process
Plan spares based on roller lengths and voltage variations
Check repair or replacement policies for sealed units
Maintenance Notes
Inspect seals for wear after cleaning cycles
Track temperature rise during long runs
Check belt tension and roller alignment regularly
Replace rollers showing slip marks or uneven rotation
With a clear understanding of motor types, it's time to focus on the factors that should guide your decision-making process when selecting the right conveyor motor.
Also Read: Gear Reducer Use Cases & Applications
What to Consider When Choosing the Right Conveyor Motor
Motor selection influences uptime, maintenance predictability, and long-term operating stability, especially when conveyors handle mixed loads or frequent start-stop cycles. A clear set of criteria helps teams compare motor families based on application needs rather than broad descriptions or assumptions.
Here are the points that matter when choosing the right conveyor motor for your process:
Application Fit
AC motors suit steady conveyor lanes where loads stay consistent, though performance drops in variable-speed areas without VFD support. BLDC motors handle frequent adjustments well and support smoother movement during shifting packaging or accumulation demands.
KPI Impact
Each motor type influences throughput during load changes, especially on lines needing consistent movement. Servo systems help maintain accuracy, but performance depends on correct tuning and regular calibration checks managed by trained staff.
Teams should compare how each option supports MTTR expectations, particularly when certain lines require faster recovery after unexpected stoppages.
Maintenance Complexity
Maintenance demands vary across motor families and shape technician workload. Servo motors need tuning and encoder checks, while BLDC motors require matching controllers with correct parameters for stable performance.
Environmental Suitability
Drum motors work well in hygiene-focused zones due to their enclosed design, though sealed assemblies usually require full replacement. Gearmotors handle dusty or heavy-duty areas more reliably because enclosed gearing protects internal components.
Spare Availability
Spare planning affects downtime exposure, especially when lead times vary across different motor families. BLDC motors require matched controllers, meaning procurement must secure both components together to avoid compatibility issues during replacements.
Qualitative Capex and Opex Factors
Spare planning affects downtime exposure, especially when lead times vary across different motor families. BLDC motors require matched controllers, meaning procurement must secure both components together to avoid compatibility issues during replacements.
Now that you've identified your motor needs, it's time to weigh the pros and cons of different drive architectures to determine which one will provide the most reliable performance.
Also Read: Why Choose Electra Gear Aluminum Gear Reducers?
Distributed vs Central Drives: Which One Is Right for You?
Drive architecture shapes how a conveyor responds to speed changes, start-stop patterns, and varying load conditions across different parts of the line. Each approach affects wiring complexity, fault isolation, spare inventory planning, and the time needed for routine service activities across the plant.
Here is a clear comparison that helps teams match drive architecture with operational expectations:
Factor | Distributed Drives | Central Drives |
Wiring | Shorter cable runs reduce electrical clutter across modular sections | Longer cable routes increase installation time and require clear routing discipline |
Failure Isolation | Localized faults reduce the chance of full-line stoppages during peak demand hours | A single failure can stop larger portions of the conveyor and delay recovery efforts |
Spare Inventory | Requires stocking multiple smaller units with varied ratings across zones | Allows fewer large units but increases risk when a single spare is unavailable |
Control Behavior | Supports tighter speed control across sections with frequent changes | Works well for steady loads that do not require frequent adjustments |
Installation Time | Modular zones allow quicker replacement when a motor or drive fails | Centralized assemblies need longer mechanical access and coordination from maintenance teams |
Throughput Stability | Better suited for lines with varied speeds or short indexing cycles | Best for lines with consistent flow and minimal speed variations |
After evaluating drive architectures, it's time to focus on the motor control options that best fit your conveyor needs.
Selecting the Best Motor Control for Your Conveyor System
Motor control decisions influence conveyor behavior during starts, stops, and load changes, shaping how smoothly equipment responds across different production demands. Each control method affects belt life, current draw, fault visibility, and the operator’s ability to stabilize throughput during challenging shifts.
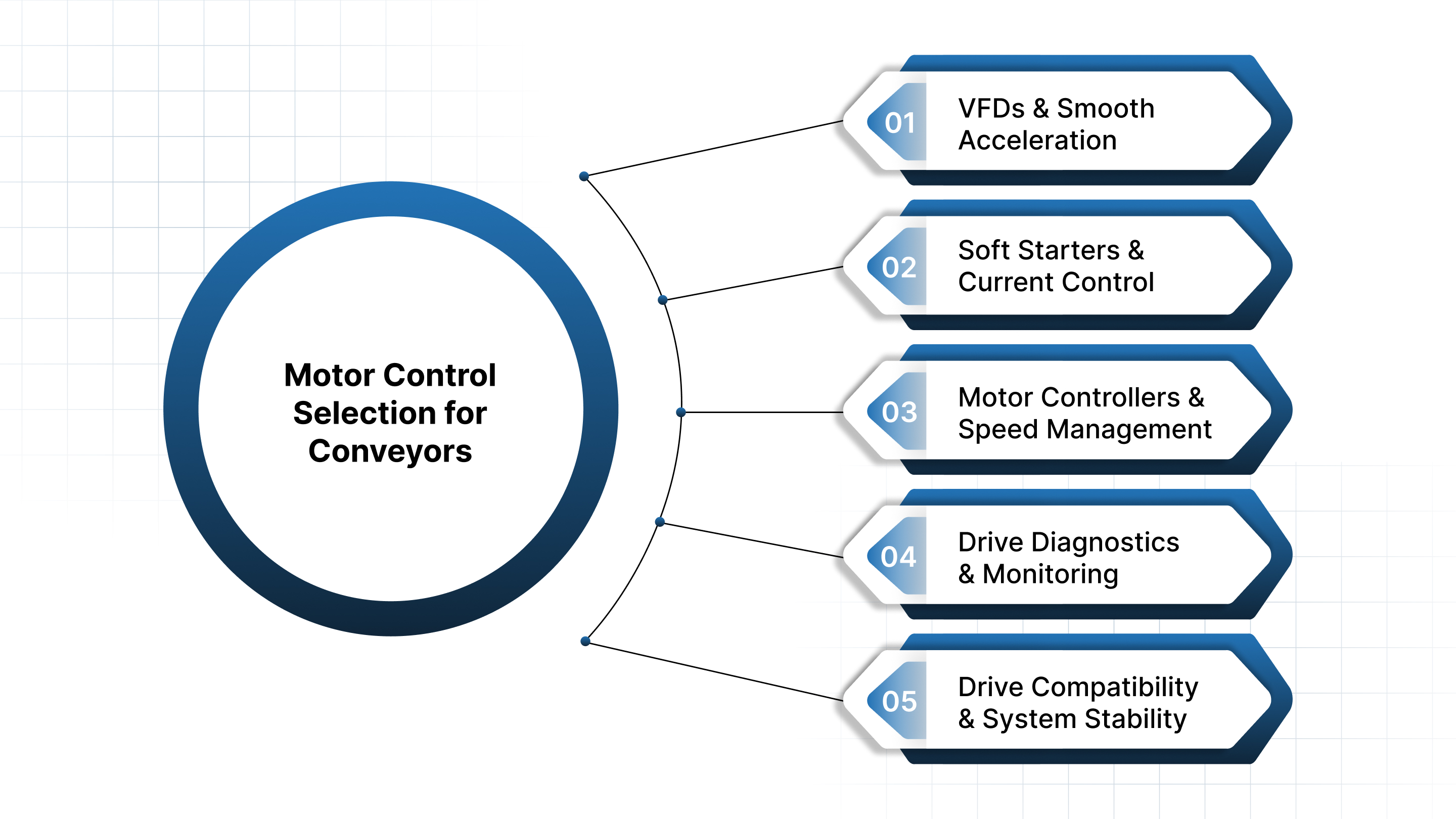
Here are the key areas to review when selecting or upgrading motor control methods:
VFDs support smoother acceleration, which reduces belt stress and helps maintain consistent movement during varying load conditions across multiple conveyor sections.
Soft starters limit inrush current, helping electrical systems stay stable during motor starts without causing sudden belt movement across driven zones.
Motor controllers manage speed and torque, giving operators better control during frequent adjustments that occur in packaging, sorting, and accumulation tasks.
Integrated diagnostics in modern drives help maintenance teams identify issues earlier by highlighting trends related to load changes, current draw, or temperature rise.
Drive compatibility matters, because mismatched drives can create unstable motion, incorrect ramp profiles, or communication faults between the drive and plant controls.
The right motor control system ensures efficient operation, but it's also essential to consider the lifecycle and procurement factors that impact long-term performance.
Also Read: What Makes Foote-Jones Gears so Good?
Factors Affecting Conveyor Motor Lifecycle and Procurement
Procurement decisions directly affect uptime, service planning, and how reliably plants can support long conveyor runs across multiple shifts. Lifecycle thinking helps teams choose motors that match spare availability, local service options, and long-term maintenance expectations across varied production setups.
Here are the points that help buyers and operations teams make stronger sourcing decisions:
Vendor Documentation Quality: Clear wiring diagrams and service notes reduce troubleshooting time, especially when technicians must resolve faults during peak production hours without extended delays.
Local Service Capability: Access to nearby repair shops or field technicians shortens recovery time after failures, which matters greatly for conveyors running continuous shifts across large facilities.
Spare Lead Times: Long lead times for proprietary components can disrupt schedules, making it safer to choose motors supported by distributors with predictable stock levels and quick shipment options.
Support for Calibration or Tuning: Servo motors may need tuning support during commissioning, so procurement should confirm whether the vendor offers training or remote guidance for early adjustments.
Compatibility With Existing Drives: Matching the motor to current drive hardware avoids communication faults and reduces commissioning effort, especially in plants running mixed equipment across older lines.
Standardization Opportunities: Using the same motor family across similar conveyors simplifies spare planning, reduces variation in maintenance tasks, and helps plants maintain steadier repair workflows.Warranty and Service Agreements: Warranty terms should outline repair paths, replacement availability, and response timelines, giving procurement clarity on how unplanned failures will be handled during busy periods.
Lifecycle Repair Pathway: Some motors, such as sealed drum units, follow a replacement-focused path, so procurement must plan inventory and budget cycles around expected service intervals.
With procurement and lifecycle in mind, it’s essential to evaluate when a retrofit is necessary and how to make it a smooth transition.
When and How to Retrofit Your Conveyor Motor System
Retrofit projects help plants extend conveyor life without major redesigns, allowing teams to improve control, reduce stoppages, and update older equipment with minimal disruption.
Upgrade planning requires clear checkpoints, since mismatched components or rushed installations can introduce unexpected downtime during active production periods.
Here is a practical guide that outlines common retrofit paths and the considerations that help teams plan upgrades with fewer surprises:
Upgrade Path | When to Consider It | Operational Outcome |
Add VFDs to AC motors | When conveyors need smoother starts or moderate speed changes, such as carton lines slowing during downstream backups | Reduces belt stress and supports steadier movement |
Replace older motors with gearmotors | When torque shortages or alignment issues occur, such as incline belts carrying heavier product batches | Fewer coupling points help reduce MTTR |
Shift from brushed DC to BLDC | When brush wear causes service interruptions, such as small packaging cells running frequent start-stop cycles | Cleaner electrical behavior and steadier speed control |
Move to servo systems | When stations require accurate positioning, such as indexing conveyors feeding sensors or inspection gates | Repeatable positioning supports better product handling |
Switch to drum motors | When hygiene rules restrict exposed components, such as washdown conveyors in food preparation zones | Enclosed construction reduces contamination points |
When considering retrofitting, it's important to have the right partner to support you through the process. Midwest Power Products offers reliable solutions for motor upgrades and repairs.
Midwest Power Products: Your Partner for Conveyor Motor Solutions
Midwest Power Products supports plants that need dependable access to motors, gear reducers, and service assistance during planned maintenance or urgent conveyor repair work. Our broad inventory and multi-brand network help procurement teams match motor requirements with available options across varied conveyor designs.
Here are the areas where Midwest Power Products supports production teams with practical sourcing and service paths:
Wide Motor and Gear Reducer Coverage: We stock AC motors, DC motors, gearmotors, worm units, inline reducers, and shaft-mount options used across conveying and material handling systems.
Support Across Food, Air Handling, and Material Handling Lines: Midwest Power Products helps plants match motor characteristics with application needs, especially when hygiene, airflow control, or load movement drive equipment choices.
Access to 50+ Leading Manufacturers: Our network includes brands such as Falk, Morse, Browning, WINSMITH, and HUB City, supporting a wide range of conveyor applications.
Same-Day and 24/7 Service: We support maintenance teams around the clock, helping plants recover faster from unexpected stoppages requiring quick replacement of motors or reducers.
Repair, Replacement, and Rebuild Options: Midwest Power Products offers multiple service paths that help plants keep equipment running when immediate replacement is not the preferred approach.
Support for Variable Speed and Specialized Gear Sets: Our inventory includes variable-speed motors and specialized reducer families that help address torque or speed concerns found on mixed-load conveyors.
You can explore our motors & gears offerings to review available motor families, gear reducers, and service options that support different conveyor requirements.
Conclusion
Choosing the right conveyor motor helps plants reduce stoppages, protect throughput, and maintain predictable maintenance schedules across different production demands. A clear understanding of motor types, control methods, sourcing risks, and upgrade paths gives teams stronger ground for long-term planning.
When these decisions align with application needs and service expectations, conveyor systems operate with greater stability and fewer interruptions across daily workloads.
For support with motor selection, sourcing, or repairs, contact us today to discuss options that match your operating requirements.
FAQs
How do I know if I need a gearmotor instead of a separate motor and reducer?
Gearmotors are ideal when space is limited, and there’s a need for higher torque. They combine the motor and gear reducer into one unit, which reduces the need for alignment work during installation and minimizes maintenance requirements.
What are the main challenges of maintaining DC motors?
DC motors require more frequent maintenance compared to AC motors, particularly in replacing brushes. It’s crucial to check wiring, monitor temperature changes, and replace the brushes regularly to avoid unexpected downtime.
Can I replace an AC motor with a BLDC motor for better speed control?
BLDC motors excel in areas that require frequent speed adjustments, but switching from an AC motor depends on whether your existing setup includes compatible controllers. Be sure to check compatibility before making the change.
What is the main benefit of servo motors in indexing conveyors?
Servo motors are perfect for indexing conveyors because they offer precise stop positions and repeatable movement, which is essential for applications like sorting or feeding systems that require accuracy.
What factors should I consider when deciding between a distributed or central drive system?
Distributed drives are better for modular systems that require quick failure isolation and flexible control across sections, while central drives are suitable for lines with consistent flow but can pose risks if one failure affects the entire system.